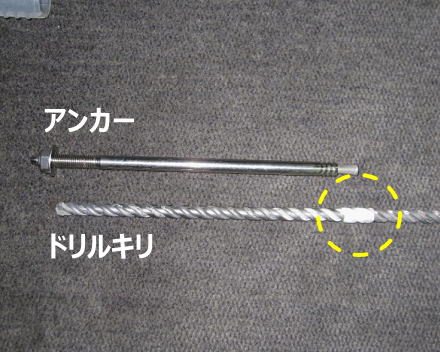
以前はビニールテープ等で印付をしていた。
8.5ミリの削孔径で16.5㎝の削孔を行うと摩擦熱でドリルキリが熱くなる。
熱によりテープのりが溶けて連続施工していると振動により少しづつテープがズレてしまう。
一度に大きくズレるのではない為ズレていることに気付かない。
結果、アンカー打込み時に削孔長が深い事で気が付く。
改善前
以前はビニールテープ等で印付をしていた。
8.5ミリの削孔径で16.5㎝の削孔を行うと摩擦熱でドリルキリが熱くなる。
熱によりテープのりが溶けて連続施工していると振動により少しづつテープがズレてしまう。
一度に大きくズレるのではない為ズレていることに気付かない。
結果、アンカー打込み時に削孔長が深い事で気が付く。
改善
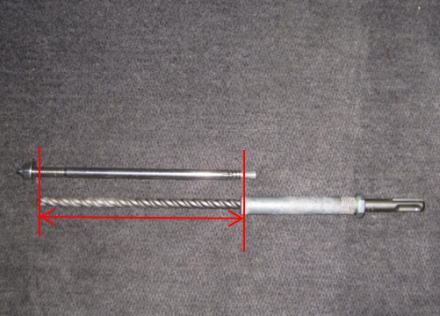

鉄製のパイプを削孔長に合わせて加工しドリルキリを通し、パイプのストッパーとして六角ナットを通した。

ドリルキリの径に合わせたナットを使用することでキリ根元の太さが変わる所で止まる仕組み。